
以下是:安徽省合肥市Q235GNH耐候钢板可切割零售的产品参数
产品参数 产品价格 电议 发货期限 协商 供货总量 不限 运费说明 3天 材料 耐候钢板 规格 2--10毫米厚 颜色 钢材原色可定制 产地 山东 范围 Q235GNH耐候钢板可切割零售供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 瑶海区、庐阳区、蜀山区、包河区、长丰县、肥东县、肥西县、庐江县等区域。 【鑫涛】为客户提供多样化产品,包括肥东耐候钢诚信经营质量保证、庐阳耐候钢源头直供、淮南耐候钢好产品放心购、宿州耐候钢厂家经验丰富等,适配多元场景需求。Q235GNH耐候钢板可切割零售,鑫涛耐候钢厂家(合肥市分公司)为您提供Q235GNH耐候钢板可切割零售的资讯,联系人:李经理,电话:【17768165506】、【17768165506】。 安徽省,合肥市 合肥地域是中华文明的重要发祥地之一,因东淝河与南淝河均发源于此而得名。在3000余年的建城史中,有2100余年的县治、1400余年的府治历史,数为州郡治所。1945年9月,安徽省省会迁驻合肥。1949年2月,设立合肥市。1952年,安徽复省,合肥市成为新中国安徽省省会。合肥市是江淮地区重要的行政中心、商埠和军事重镇,素有“淮右襟喉、江南唇齿”“江淮首郡、吴楚要冲”“三国故地、包拯故里、淮军摇篮”之称。
我们的现场实拍视频将带您走进Q235GNH耐候钢板可切割零售产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:安徽合肥Q235GNH耐候钢板可切割零售的图文介绍
一般选用合适的焊接线能量 。 手工电弧焊和混合气体保护焊时焊接线能量一般较小 ,这时适当增大合理的焊接线能量 ,可延长焊接接头的冷却时间,减少或避免焊接热影响 区的淬火组织 ,同时还有利于氢的逸出,降低了冷裂纹的倾 向。(7 )本公司会选用合适的焊接方法和焊接操作规范。在中厚板几种常用的焊接方法中,焊接接 头的低温冲击韧性以清根双面多层 混合气体保护焊*好 ,其次是清根双面多层手工焊条焊,再次为不清根双面单层埋弧自动焊。 混合气体保护焊焊接 头的氢含量低 ,抗 冷 裂性能好 ,应优先采用 。 多层焊时 ,前 一 层焊道对后一层焊道起到预热的作用;而后一层焊道对前一层焊道又起 到后热缓冷和 回火的作 用 ,所 以多层焊接头比单层焊接头抗裂性高。 当焊缝断面较大时,应采用多层 多道焊。 手工焊条焊须保持短弧操作 。 手工焊条焊和混合气体保护半 自动焊应在离开 焊缝 端头 2O ~30 m m 引弧 ,电 弧稳定后再拉到焊缝端头进行正常焊接 。 焊缝末端必须采用回焊收尾法 ,回焊长度应为 25 ~40 mm ;焊接弧坑必须焊 满 。
先进的经营理念和科学的管理模式,使安徽合肥鑫涛耐候钢厂家赢得了 耐候钢市场的认可。专业的技术、服务,使公司得到了客户的尊敬。多年来,承蒙各界朋友的支持与信赖,以及本公司全体员工的不懈努力下,取得了可观的经济效益和良好的社会效益。在激烈的市场竞争中树立起自身良好的公司形象,取得了丰烁的成果。
。炫舜以更低的价格、更高的质量、更快的反应速度为客户提供一站式解决方案。 我们公司专业从事耐候钢板切割、耐候钢板加工、耐候钢板零割、碳板零割加工及宽厚板、板坯销售为主,拥有先进的数控钢板切割加工设备,*的技术人才队伍,配套的 营销和售后服务体系。 耐候钢板切割加工件主要用于桥梁,集装箱,汽车,钢结构和模具加工等行业,可根据用户需要提供成品以及半成品加工。实现从产品图纸——耐候钢板采购——耐候钢板切割——耐候钢板加工—耐候钢板配送一站式服务,实现人性化的服务,从而*大限度的为客户节省人力物力,实现其原材料零库存和减少资金积压与减少设备投入的目的。
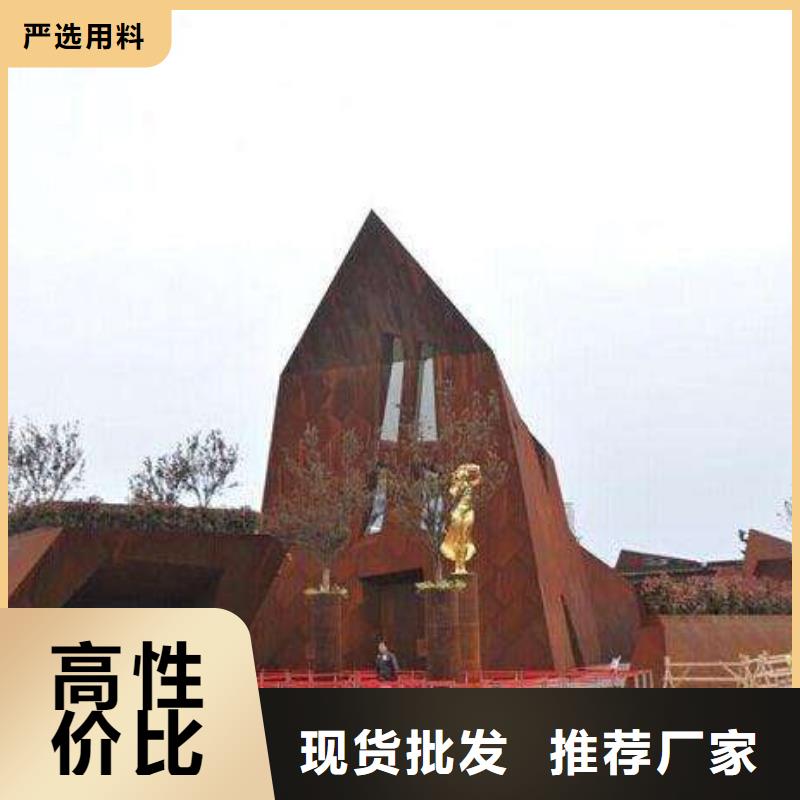
由于锈红钢板的耐腐蚀性较强,在自然环境下,一般从全新钢板到生成具有稳定的,紧密的锈红色保护层则需要1到2年的时间,对于部分干燥地区还可能需要更长时间.即使要生成简单的均匀锈黄色,起码也需要1个月左右.在这个过程中,构件的颜色会发生不可控的,从蓝黑色到橙红色,再到锈红色,*后红褐的,剧烈的,不均匀的整个变化过程。 然而大部分建筑景观工程工期较紧并,且一般民众对耐候钢板这个词比较陌生,当他们见到这个过程发生时,容易联想到用普通钢板制作的劣质工程。即便是行业内部员工,也不容易用肉眼去区分,这种误会极大地打击了建筑方的精心设计. 所以就推出加快腐蚀的红绣钢板,其原理是通过一系列的物理与化学工艺,加速腐蚀过程的发生,使工件在完工的一周内达到*阶相对稳定颜色状态,该状态虽然日后仍会产生颜色变化,但是变化是相当柔和和渐变的过程,与一般的劣质普通钢板的生锈并且锈斑脱落过程,有较大的区别。
合理安排焊接 次 序 。 原则是尽量使大多数焊缝能在刚度较小的条件下焊接,进一步减少焊接应力 。 (5)焊前预热 、焊后缓冷或热处理。 焊前预热通常是防止高强 钢 焊接 冷裂纹的重要工 艺措施 。 焊后缓冷或热处理可以使扩散的氢充分逸出,降低了焊接残余应力 ,改善组织 ,减少淬硬性 ,从而降低焊接冷裂倾 向 。 高强度耐候钢焊接时一般也不需要采取预热及焊后缓冷等工艺措施 。 下列情况需要焊前预热 :焊接环境温度小于 5℃时 ,焊件局部预热到 75℃~ 125℃ ;焊补厚度不小于 8 m m 高强度耐候钢母材上的裂纹等 缺陷时 , 焊前须将焊件局部预热到lOO S E ~150 ℃。 凡进行焊前预热的 ,焊接的层 间温度不
今年在安徽省合肥市本地购买Q235GNH耐候钢板可切割零售有了新选择,鑫涛耐候钢厂家(合肥市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的Q235GNH耐候钢板可切割零售产品。如需购买或咨询,请随时联系我们,联系人:李经理-【17768165506】,地址:开发区。















