以下是:贵州省毕节市Q345GNH耐候钢板货源稳定的产品参数
产品参数 产品价格 电议 发货期限 协商 供货总量 不限 运费说明 3天 材料 耐候钢板 规格 2--10毫米厚 颜色 钢材原色可定制 产地 山东 范围 Q345GNH耐候钢板供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 七星关区、大方县、黔西市、金沙县、织金县、纳雍县、赫章县等区域。 【鑫涛】以匠心打造多元场景产品,涵盖七星关耐候钢敢与同行比质量、金沙耐候钢种类齐全、安顺耐候钢多种规格库存充足、黔东南耐候钢实体诚信厂家、铜仁耐候钢注重细节等。您是想要在贵州省毕节市采购高质量的Q345GNH耐候钢板货源稳定产品吗?鑫涛耐候钢厂家(毕节市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的Q345GNH耐候钢板货源稳定产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【17768165506】,地址:《开发区》。 贵州省,毕节市 毕节市,别称毕城,贵州省辖地级市,位于贵州省西北部,扼川滇黔三省交通要冲,介于北纬26°21′~27°46′,东经103°36′~106°43′之间,属亚热带季风湿润气候,夏无酷暑,冬无严寒,总面积2.69万平方千米。截至2022年末,毕节市常住人口681.59万人。截至2023年4月,毕节市辖1个区、6个县,代管1个县级市,市人民政府驻七星关区碧阳大道518号。
无论您是初次接触还是已经熟悉,我们的Q345GNH耐候钢板货源稳定产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。以下是:贵州毕节Q345GNH耐候钢板货源稳定的图文介绍
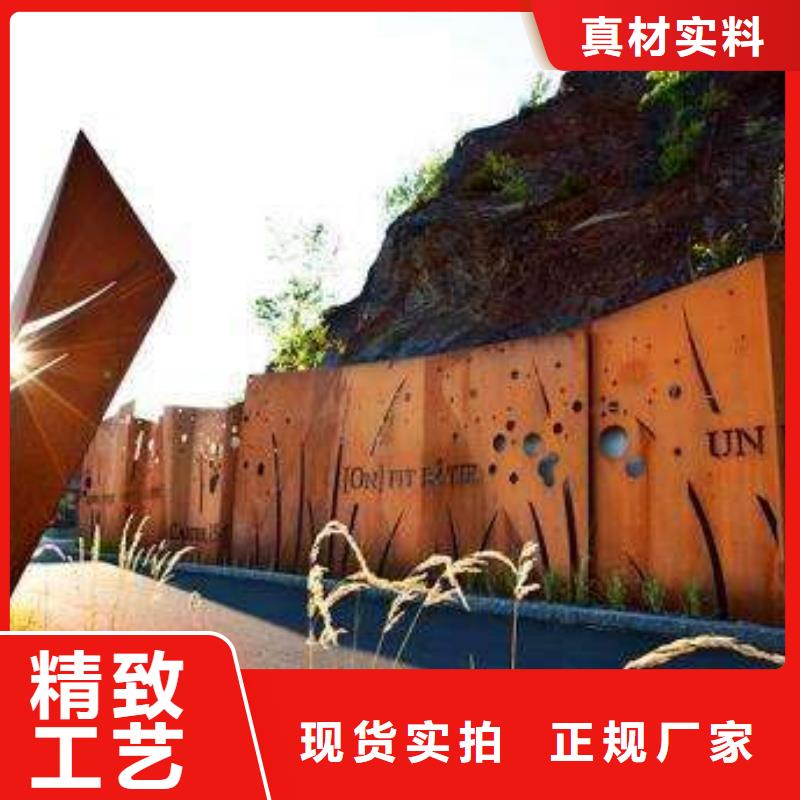
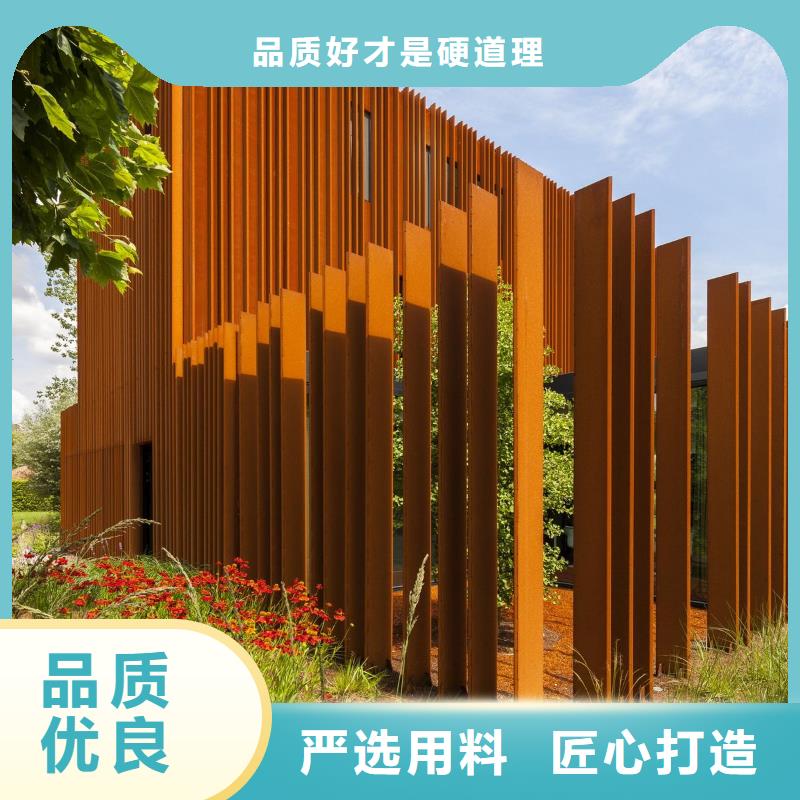
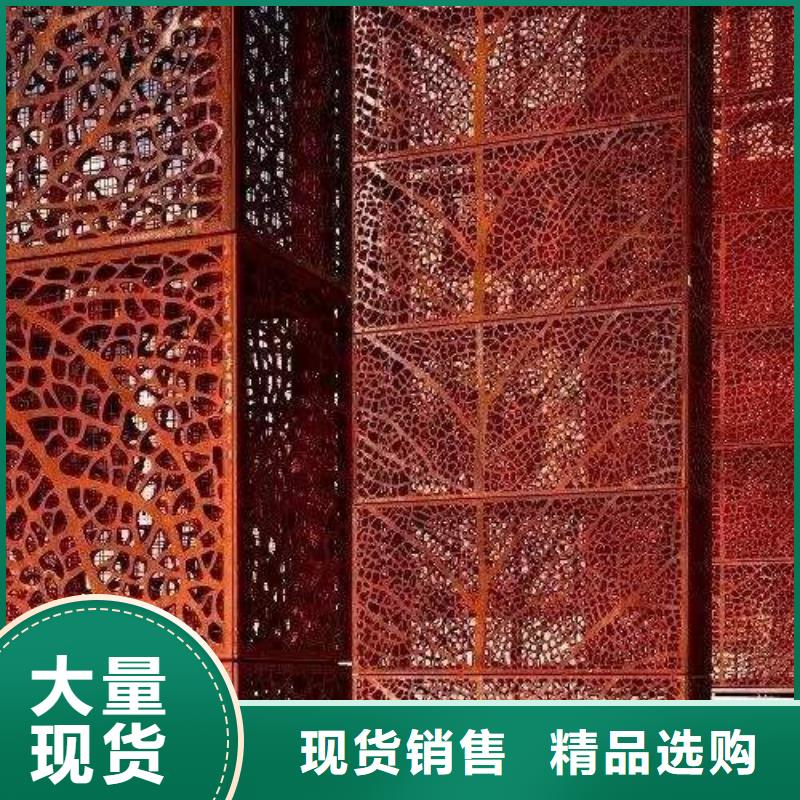
耐候钢(weathering steel)耐候钢,其特征在于:该耐候钢的合金成份及重量百分比含量为:C:0.12~0.21、Si:0.2~2.0、Mn:0.7~2.0、S≤0.036、P≤0.034、Cu:0.10~ 0.40、Al<0.2,其余为Fe和微量杂质。 主要用于铁道、车辆、桥梁、塔架等长期暴露在大气中使用的钢结构。该耐候钢的合金成分及重量百分比含量为:C:0.12~0.21、Si:0.2~2.0、Mn:0.7~2.0、S ≤0.036、P≤0.034、Cu:0.10~0.40、Al<0.2,其余为Fe和微量杂质。通过Cu、 Mn、Si、Al等合金化,并简单调整普通低碳钢(Q235钢)的部分元素含量,在不需改变Q235钢生产工艺条件下,就能生产出具有良好的耐大气腐蚀性能、综合机械性能的经济耐候钢。
由于锈红钢板的耐腐蚀性较强,在自然环境下,一般从全新钢板到生成具有稳定的,紧密的锈红色保护层则需要1到2年的时间,对于部分干燥地区还可能需要更长时间.即使要生成简单的均匀锈黄色,起码也需要1个月左右.在这个过程中,构件的颜色会发生不可控的,从蓝黑色到橙红色,再到锈红色,*后红褐的,剧烈的,不均匀的整个变化过程。 然而大部分建筑景观工程工期较紧并,且一般民众对耐候钢板这个词比较陌生,当他们见到这个过程发生时,容易联想到用普通钢板制作的劣质工程。即便是行业内部员工,也不容易用肉眼去区分,这种误会极大地打击了建筑方的精心设计. 所以就推出加快腐蚀的红绣钢板,其原理是通过一系列的物理与化学工艺,加速腐蚀过程的发生,使工件在完工的一周内达到*阶相对稳定颜色状态,该状态虽然日后仍会产生颜色变化,但是变化是相当柔和和渐变的过程,与一般的劣质普通钢板的生锈并且锈斑脱落过程,有较大的区别。
贵州毕节鑫涛耐候钢厂家是专业研发 耐候钢。本公司座落于开发区,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。
一般选用合适的焊接线能量 。 手工电弧焊和混合气体保护焊时焊接线能量一般较小 ,这时适当增大合理的焊接线能量 ,可延长焊接接头的冷却时间,减少或避免焊接热影响 区的淬火组织 ,同时还有利于氢的逸出,降低了冷裂纹的倾 向。(7 )本公司会选用合适的焊接方法和焊接操作规范。在中厚板几种常用的焊接方法中,焊接接 头的低温冲击韧性以清根双面多层 混合气体保护焊*好 ,其次是清根双面多层手工焊条焊,再次为不清根双面单层埋弧自动焊。 混合气体保护焊焊接 头的氢含量低 ,抗 冷 裂性能好 ,应优先采用 。 多层焊时 ,前 一 层焊道对后一层焊道起到预热的作用;而后一层焊道对前一层焊道又起 到后热缓冷和 回火的作 用 ,所 以多层焊接头比单层焊接头抗裂性高。 当焊缝断面较大时,应采用多层 多道焊。 手工焊条焊须保持短弧操作 。 手工焊条焊和混合气体保护半 自动焊应在离开 焊缝 端头 2O ~30 m m 引弧 ,电 弧稳定后再拉到焊缝端头进行正常焊接 。 焊缝末端必须采用回焊收尾法 ,回焊长度应为 25 ~40 mm ;焊接弧坑必须焊 满 。
合理安排焊接 次 序 。 原则是尽量使大多数焊缝能在刚度较小的条件下焊接,进一步减少焊接应力 。 (5)焊前预热 、焊后缓冷或热处理。 焊前预热通常是防止高强 钢 焊接 冷裂纹的重要工 艺措施 。 焊后缓冷或热处理可以使扩散的氢充分逸出,降低了焊接残余应力 ,改善组织 ,减少淬硬性 ,从而降低焊接冷裂倾 向 。 高强度耐候钢焊接时一般也不需要采取预热及焊后缓冷等工艺措施 。 下列情况需要焊前预热 :焊接环境温度小于 5℃时 ,焊件局部预热到 75℃~ 125℃ ;焊补厚度不小于 8 m m 高强度耐候钢母材上的裂纹等 缺陷时 , 焊前须将焊件局部预热到lOO S E ~150 ℃。 凡进行焊前预热的 ,焊接的层 间温度不
选购Q345GNH耐候钢板货源稳定来贵州省毕节市找鑫涛耐候钢厂家(毕节市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【17768165506】,地址:[开发区]。














