

以下是:陕西省绗磨管1加工定制的产品参数【九冶】为您提供商洛绗磨管一站式厂家、咸阳绗磨管定金锁价、西安绗磨管一周内发货等多元产品与服务。您是想要在陕西省采购高质量的绗磨管1加工定制产品吗?九冶管业(陕西省分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的绗磨管1加工定制产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【0527-88266888】,地址:《丁块工业园》。 陕西省 陕西省是中华民族及华夏文化的重要发祥地之一,历史代表文化为“三秦文化”,有西周、秦、汉、隋、唐等14个政权在陕西省建都,是中国经纬度基准点大地原点和北京时间授时中心所在地。陕西省地势呈南北高、中间低,由高原、山地、平原和盆地等多种地貌构成,其中黄土高原占全省土地面积的40%,地跨黄河、长江两大水系,横跨三个气候带,陕北北部长城沿线属中温带季风气候,关中及陕北大部属暖温带季风气候,陕南属北亚热带季风气候。境内主要景区景点有黄帝陵、兵马俑、华山、未央宫遗址、大明宫遗址、大雁塔、小雁塔、西安城墙、西安钟鼓楼、大唐不夜城、大唐芙蓉园等。
想要更直观地了解绗磨管1加工定制产品吗??产品视频,带你走进产品世界以下是:陕西绗磨管1加工定制的图文介绍
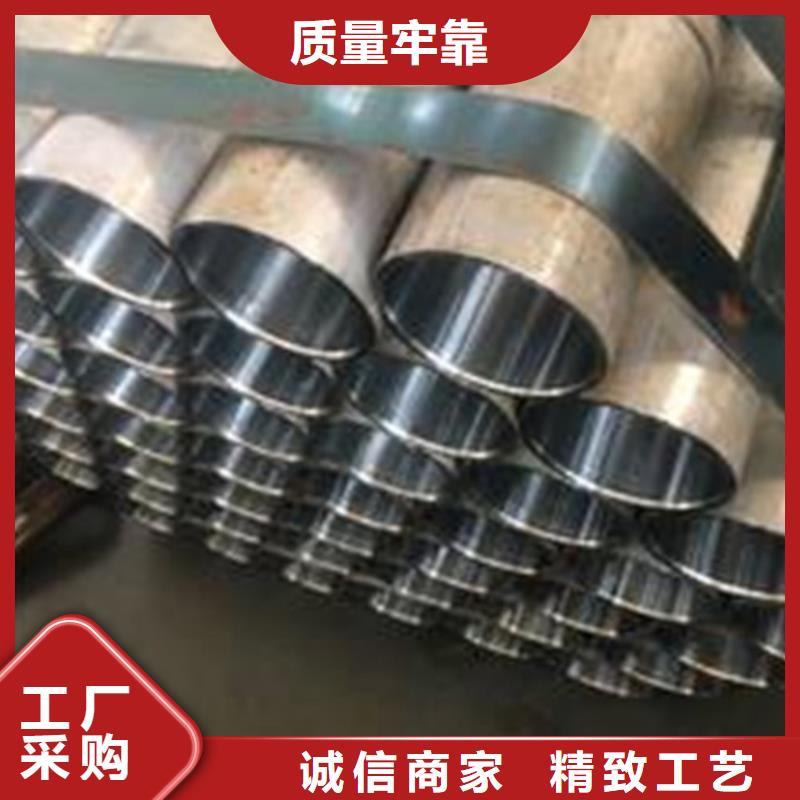
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
27simn调质绗磨管 先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统。确保了产品质量的稳定和可靠精密无缝钢管是一种通过冷拔或热轧处理后的一种高精密的钢管。由于精密无缝钢管内外壁无氧化层,精密无缝钢管承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以精密钢管、精密无缝钢管、精密光亮管、冷轧精密钢管主要用来生产气动或液压元件的产品,如气缸或油缸,都是用精密无缝钢管27simn绗磨管生产厂所谓调质,一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能,即在保持较高的强度的同时又具有很好的塑性和韧性,人们往往使用调制处理来达到这个目的,所以人们习惯上就把这一类绗磨管称作调质钢
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。
陕西九冶管业有限公司是一家专业性 绗磨管公司,本公司坐落于陕西,主要加工,制作,销售各种 绗磨管,是一家实力型的生产经营性企业。目前公司拥有员工130余人,技术力量雄厚,设备,价格合理。集设计、制作、运输、安装、售后跟踪于一体的 服务体系将免除您的后顾之忧。,我们会给您热情的服务,您会发现,您选择的不仅是 绗磨管产品,还是一个有实力,讲究诚信的合作伙伴!
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重
今年在陕西省本地购买绗磨管1加工定制有了新选择,九冶管业(陕西省分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的绗磨管1加工定制产品。如需购买或咨询,请随时联系我们,联系人:李经理-【0527-88266888】,地址:丁块工业园。













