

以下是:四川省内江市价格合理的圆管经销商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 型号 WGJ-Y219 功率 12 重量 2000 尺寸 2860*1560*1620 范围 的圆管供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 威远县、资中县、隆昌市等区域。 【万泽锦达】为客户提供多样化产品,包括资中绿化客土喷播机保质保量、隆昌绿化客土喷播机现货交易、德阳绿化客土喷播机每个细节都严格把关、自贡绿化客土喷播机现货销售等,适配多元场景需求。价格合理的圆管经销商,万泽锦达机械制造(内江市分公司)为您提供价格合理的圆管经销商的资讯,联系人:李金友,电话:【0527-88266222】、【0527-88266222】。 四川省,内江市 内江域内,西汉首设资中县,东汉划资中县以南地域设汉安县;因江水环绕90余里,至隋文帝时改称内江;内江名胜众多,如隆昌古牌坊群、圣水寺、西林寺、重龙山摩崖石刻、资中文庙、资中武庙,以及威远穹窿地貌等人文景观;内江人杰地灵,才俊辈出,是孔子之师苌弘和国画大师张大千的故乡。“一师二相三状元四大家”彪炳史册,有“大千故里”“书画之乡”“文化之乡”之誉。
想知道价格合理的圆管经销商产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!以下是:四川内江价格合理的圆管经销商的图文介绍
万泽锦达机械制造有限公司
四川内江万泽锦达机械制造有限公司始终坚持“重品质,重信誉,合作共赢”的原则。不断完善创新 绿化客土喷播机,以科学的管理方式,高素质的职工队伍,先进的 绿化客土喷播机设备,完善的检测手段及周全的售后服务,赢得了广大用户的好评
开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa.模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。
机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。
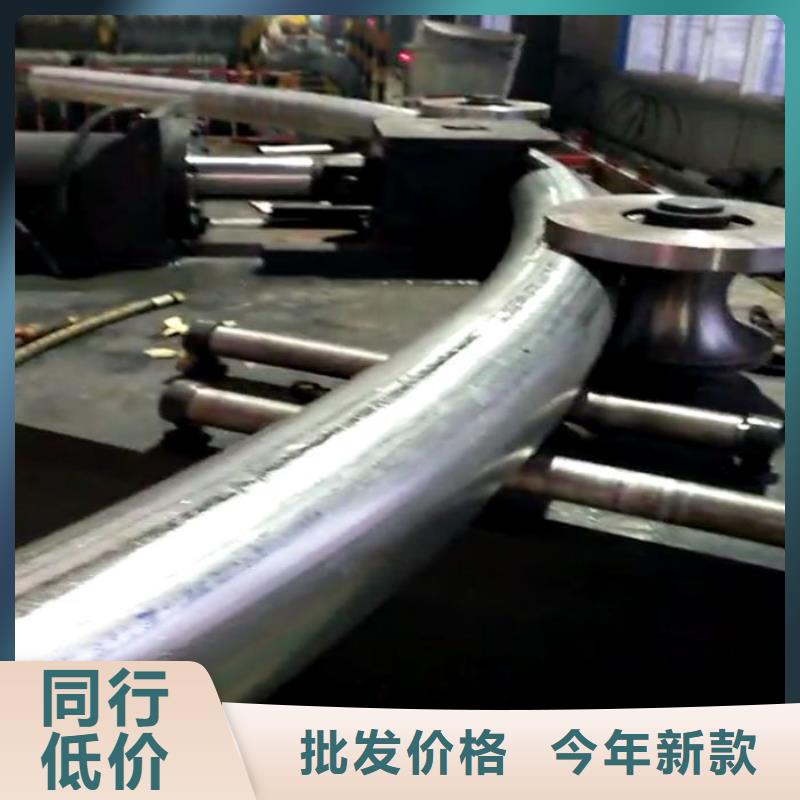
并能把12M长,直径76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圆管弯区成弧形。
圆管弯管机操作规程
1、机床必须良好的接地,导线不得小于4mm2铜质软线。不允许接入高过规定范围的电源电压,不能带电插拔插件,否则可能损坏器件。定期在滑动部位加润滑油。
2、开机前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象。
3、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!
4、机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。
5、调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。
6、调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
7、手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。
8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。
9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。
圆管卷圆机是将碳钢、不锈钢、有色金属型材(角钢、带槽钢、圆管、管子等)卷制成圆环和法兰的一种高的卷圆装置。
适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。数控圆管冷弯机视频技术参数电机:4kw*3
电压:380V
卷圆速度:7r/min
适用管材:
100型设备:直径≤100mm 壁厚5mm
140型设备:直径≤150mm 壁厚6mm
200型设备:直径≤200mm 壁厚8mm
273型设备:直径≤273mm 壁厚10mm
300型设备:直径≤300mm 壁厚12mm
尺寸:2000mm*1500*1400mm
合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
价格合理的圆管经销商_万泽锦达机械制造(内江市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:李金友,小店区208国道东蒲村东蒲一路孝信文化工业园。










