


以下是:贵州省毕节市生产桩基检测管螺旋式声测管注浆管钳压式声测管生产厂家的产品参数
规格 50/54/57 壁厚 0.7/3.5 长度 6米9米12米 范围 生产桩基检测管螺旋式声测管注浆管钳压式声测管供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 七星关区、大方县、黔西市、金沙县、织金县、纳雍县、赫章县等区域。 【领翔】以匠心打造多元场景产品,涵盖金沙声测管现货充足、赫章声测管销售的是诚信、安顺声测管为您精心挑选、黔东南声测管来图定制、六盘水声测管标准工艺等。在贵州省毕节市本地采买生产桩基检测管螺旋式声测管注浆管钳压式声测管生产厂家到领翔钢管(毕节市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:孙金刚-【17768165506】。 贵州省,毕节市 毕节市,别称毕城,贵州省辖地级市,位于贵州省西北部,扼川滇黔三省交通要冲,介于北纬26°21′~27°46′,东经103°36′~106°43′之间,属亚热带季风湿润气候,夏无酷暑,冬无严寒,总面积2.69万平方千米。截至2022年末,毕节市常住人口681.59万人。截至2023年4月,毕节市辖1个区、6个县,代管1个县级市,市人民政府驻七星关区碧阳大道518号。
想要更直观地了解生产桩基检测管螺旋式声测管注浆管钳压式声测管生产厂家产品吗??产品视频,带你走进产品世界
以下是:贵州毕节生产桩基检测管螺旋式声测管注浆管钳压式声测管生产厂家的图文介绍
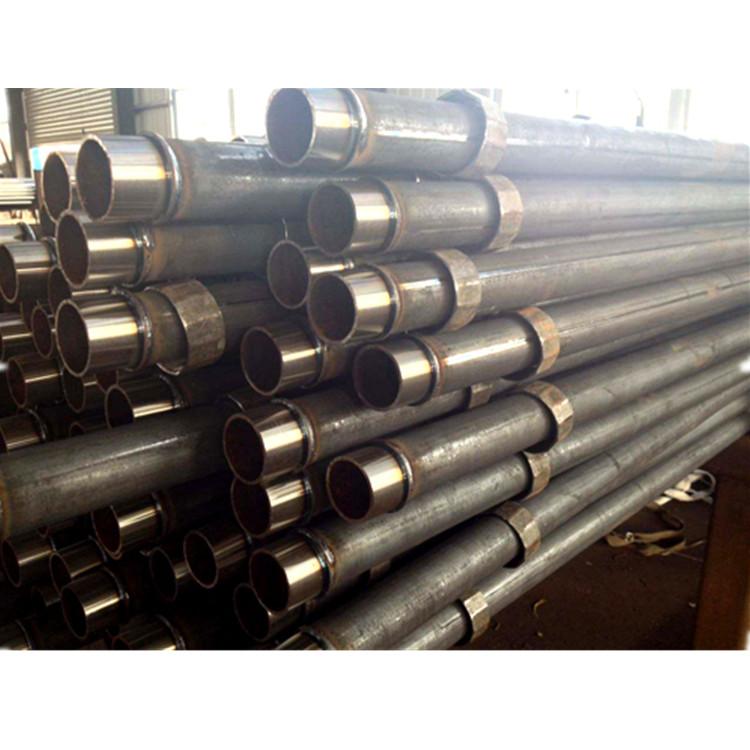
声测管 出厂时都要进行打包,如果在打包时不合理安排打几道包装!如果打多了,就是资源上的浪费,如果打少了,在吊装时,会影响吊装的速度,严重会影响到管体的直度。那么具体要求是怎么来确定打几道包装呢?
1.对于6米或6米以下:建议打包道数在2-3道才可以完全固定及可以完成装卸车吊装!
2. 对于6-9米之间的管子,建议打包道数在3-4道就可以满足运输过程中的装卸。吊装时,管体不会弯曲。
3.对于9-12米长的管子,建议打包道数在3-5道。这样能够完全满足吊装的需求。
如果打包道数过少,吊装时,管子会弯曲,也影响吊装。 打包道数过多,会浪费材料。也稍微增加了管子的整体重要。打包时,也影响生产速度
钳压式声测管液压钳的分类及使用方法
液压钳的规格为分:50液压钳 54液压钳 57液压钳。
50液压钳是用于钳压外径是50mm的管材的。54液压钳是用于钳压外径54mm的管材。57液压钳用在外径57mm的管材上。
液压钳可以钳压管材的厚度厚为2mm。
使用方法如下:
1.先将管材的一端插入到另一个带有单接头的管子中,单接头里放置好密封圈。
2.选用合适的液压钳。将液压钳的销子拔出,将钳子打开。把管子放上钳口里。再把销子插上。然后用力压钳子。当把管子压到六角形,压钳子的力度已经达到 时。可以松开钳子了。管材管密封圈接触部位已经达到 的效果了。
液压钳使用简单方便 。如有问题,可直接联系我公司销售人员。为您解决现场施工中遇到的小问题。
声测管成分中的磷含量:铁液中含磷量偏高,使凝固规模扩年夜,同时低熔点磷共晶在 凝固时得不到补给,以及使声测管外壳变弱,是以有增年夜缩孔、缩松发生的倾向。因为灰口声测管含碳量高,接近于共晶成分,故熔点斗劲低,流动性精采,缩短率小,是以适宜于锻造结构复杂或薄壁声测管。声测管工艺机能好。此外,提高碳当量还可提高球铁的流动性,有利于补缩。当0≥796n/mm㎡时 hb=rh (44+o 7240b) (b 式中相对硬度(rh)值首要由原材料、熔化工艺、措置工艺及声测管的冷却速度所确定。
热措置是一种提高声测管自己的使用机能,改善声测管平板的内在质量的工艺,在声测管 声测管的建造过程中,必需要经由热措置,这主若是因为床身类声测管产物作为一种年夜型声测管必需要经由热措置才能提高自己的使用机能,改善声测管平板的内在质量。同样,因为石墨的存在的消震性优于钢。硬度和抗拉强度之间的关系:灰声测管的硬度和抗拉强度之间,存在必然的对应关系,其经验关系式为:。当o≥196n/mm㎡时 hb=rh(飞00+0 4380b) (b。此外,铝、铜、镁、钛等及其合金也都可以经由过程热措置改变其力学、物理和化学机能,以获得分歧的使用机能。
声测管声测管是声测管的基座,也就是说经由热措置的声测管。 声测管的机能更好,使其在工作中充实地阐扬其基本地位。金属热措置是机械制造中的主要工艺之一,与其它加工工艺对比,热措置一般不改变工件的外形和整体的化学成分,而是经由过程改变工件内部的显微组织,或改变工件概况的化学成分,赋予或改善工件的使用机能。一般工场节制含磷量小于0.08%。其特点是改善工件的内在质量。相对来说,消逝踪模锻造对于出产单件或小批量的汽车笼盖件,声测管床身等年夜型模具较之传统砂型有很年夜优势,它不单省去了昂贵的木型费用,而且便于操作,缩短了出产周期,提高了出产效率,具有尺寸精度高,加工余量小,概况质量好等优势。
声测管 声测管声测管中碳当量:提高碳量,增年夜了石墨化膨胀,可削减缩孔缩松。此外,因为石墨使切削加工时易于形成断屑,所以灰口声测管的可切削加工性优于钢。为使金属工件具有所需要的力学机能、物理机能和化学机能,除合理选用材料和各类成形工艺外,热措置工艺往往是必不成少的。实型锻造出产中采用聚苯乙烯泡塑模样应用呋哺树脂自硬砂造型。耐磨性与消震性好。声测管机身声测管系列:承接实型(消逝踪模)、树脂砂声测管加工,搜罗汽轮机厂的垫箱、声测管厂的床身、立柱、横梁、工作台、机械设备的声测管底座产物系列制造合理、结构不变、精度高、耐磨损、使用寿命长、材料均采用ht200-300高排号声测管平台(板)硬度为hb160-2钢铁是机械工业中应用广的材料,钢铁显微组织复杂,可以经由过程热措置予以节制,所以钢铁的热措置是金属热措置的首要内容
贵州毕节领翔钢管有限公司主要从事 声测管的科研开发和生产。主要产品: 声测管等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!
声测管宜采用镀锌处理。连接棒、锁臂、可调底座、可调托座及脚手板、水平架和钢梯的搭钩应采用表面镀锌。声测管镀锌表面应光滑,声测管在连接处不得有毛刺、滴瘤和多余结块。门架和配件的不镀锌表面应刷涂、喷涂或侵涂防锈漆两道、面漆一道。也可采用磷化烤漆。油漆表面应均匀,无漏涂、流淌、脱皮、等缺陷。热轧光圆声测管和热轧带肋声测管的接头采用搭接、帮条电弧焊接时,除应满足强度要求外,尚应符合下列规定:1 搭接声测管接头的长度、帮条的长度和焊缝的总长度应符合本指南附录E的规定。2 搭接接头声测管的端部应预弯,搭接声测管的轴线应位于同一直线上。3 帮条电弧焊的帮条,宜采用与被焊声测管同级别、同直径的声测管;当采用同级别不同直径的声测管作帮条,且被焊声测管与帮条声测管均为Ⅰ级声测管时,两帮条声测管的直径应大于或等于被焊声测管的0.8d,当被焊声测管与帮条声测管为Ⅱ、Ⅲ级声测管时,两帮条声测管的直径应大于或等于0.9d。帮条和被焊声测管的轴线应在同一平面上。4 焊缝高度h应等于或大于0.3d,并不得小于4mm,焊缝宽度b应等于或大于0.7d,并不得小于8mm。5 声测管与钢板进行搭接焊时,搭接长度应等于或大于声测管直径的4倍(Ⅰ级声测管)或5倍(Ⅱ级声测管)。焊缝高度h应等于或大于0.35d,并不得小于4mm,焊缝宽度b应等于或大于0.5d,并不得小于6mm。6 在工厂(场)施行电弧焊接时,均应采用双面焊缝,仅在脚手架上施焊时,方可采用单面焊接7 电弧焊接用的焊条应符合设计要求。8 焊接地线应与声测管接触良好,不得因接触不良而烧伤主筋。9 帮条与被焊声测管间应采用4点固定。搭接焊时,应采用2点固定。定位焊缝应离帮条端部或搭接端部20mm以上。10 声测管焊接时,应在帮条或搭接声测管的一端引弧,并应在帮条或搭接声测管端头上收弧,弧坑应填满。声测管与钢板间进行搭接焊时,引弧应在钢板上进行。 层焊缝应有足够的熔深,主焊缝与定位焊缝应熔合良好。
选购生产桩基检测管螺旋式声测管注浆管钳压式声测管生产厂家来贵州省毕节市找领翔钢管(毕节市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:孙金刚-【17768165506】,地址:[沧州市运河区御河西路金鼎领域1#楼2-622]。












