


联系我们

道路设施栏杆多年生产工艺
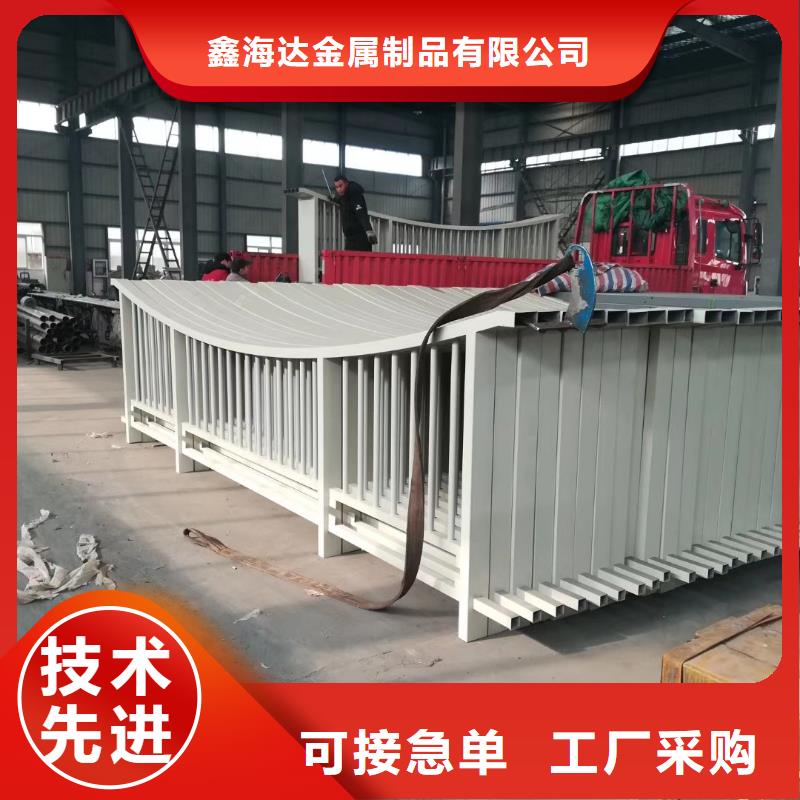
更新时间:2026-03-09 10:42:43 ip归属地:银川,天气:晴,温度:-2-14 浏览次数:1 公司名称: 鑫海达金属制品(银川分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989989 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 是否定制 | 是 |
| 颜色 | 可定制 |
| 材质 | 201 304 |
| 范围 | 道路设施栏杆多年生产工艺供应范围覆盖宁夏、银川等区域。 |





鑫海达金属制品(银川分公司)以先进的 防撞护栏技术、的设备、上乘的质量、满意的服务及良好的信誉,与广大用户真诚合作,谋求共同发展,真诚地欢迎各界人士前来我公司洽谈合作,共创辉煌!

不锈钢复合管桥梁护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:三,焊接操作1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定。由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。


细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



金属表面加工处理技术的出现让不少的金属产品性能大大提高,使用场合也变得更加广泛。现在有不少的护栏都是采用热镀锌技术进行加工处理的,热镀锌可以对护栏到非常强的保护作用。热镀锌的实现其实就是让熔化掉的锌材与金属基材进行反应,形成一种具有强大附着力的合金涂层。目前该技术的应用面十分广泛,实际使用效果很好。接下来小编带你了解一下热镀锌技术的优点吧。
1、热镀锌技术可以实现均匀密闭涂层,也就是说金属材料的任何一个角落都可以被涂层所保护,从而大大提高了保护性能。
2、镀锌层的表面硬度甚至是大于钢的,这也是许多人所没有想到的。所以说对护栏进行热镀锌保护,可以有效防止护栏被划伤割伤。
3、在护栏的边角处镀锌层的厚度会更高,这也使得人们更加赖于让热镀锌技术去保护一些薄弱易坏的部位。
4、如果遇到有涂层脱落的问题该怎么办,热镀锌涂层甚至不需要我们去进行什么弥补操作,因为镀锌层可以通过牺牲阳极的方式来补充脱落的地方。
5、任何的涂层其实都是会随着时间的推移,被大气所带走的。但是镀锌层的消耗速度是相对比较慢的,所以镀锌层的使用寿命比起其他的镀层要更长。
6、采用热镀锌技术还可以对护栏进行上色,实现美化效果。


