





涌华金属科技(长治市分公司)是一家高度专业化的公司,专业营销管理能力和财务管控能力,紧紧围绕核心形成的优势。以质量求生存,公司拥有庞大的销售服务体系、先进的技术、专业的设计团队。我们注重产品质量的同时更注重售前、售中和售后的服务。公司主张长期合作、持续经营、跨步发展。
面对经济全球化的要求,公司将继续秉承“打造精品,做强企业,奉献社会”的企业宗旨,发扬“团结协作,勤奋敬业,务实创新,的企业精神,努力践行“不在守业中求生,要在扩业中图强”的发展理念,科学整合资源,加强企业管理,增强企业核心竞争能力。
公司坚持优良服务,诚信为本,与时俱进,科技为先的企业理念,坚持科技先导、用户至上的宗旨,竭诚为广大用户服务。


堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



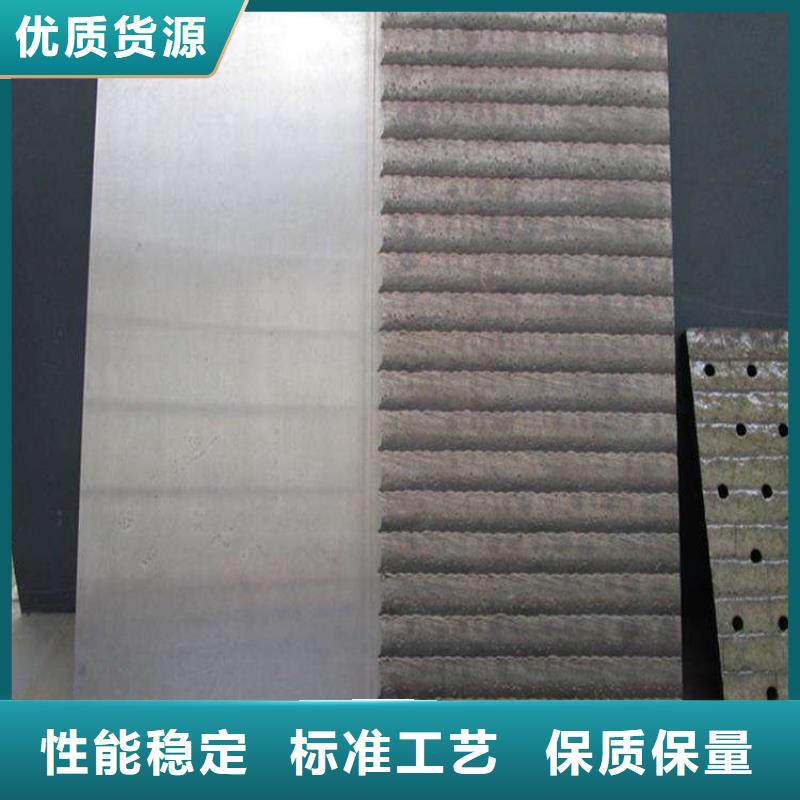
耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用


灰铸铁是指具有片百状石墨的铸铁,主要成分是铁、碳、硅、锰、硫、磷,是应用广的铸铁,其产量占铸铁总产量80%以上。
球墨铸铁是通过球化和孕育处理得到球状石度墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢问还高的强度。球墨铸铁是20世纪五十年答代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地用于铸造一些受力复杂,强度、韧性、专耐磨性要求较高的零件。球墨铸铁属已迅速发展为仅次于灰铸铁的、应用十分广泛的铸铁材料。所谓“以铁代钢”
