



无需长篇大论,观看 热镀锌方矩管高品质诚信厂家视频,让你瞬间爱上我们的产品。
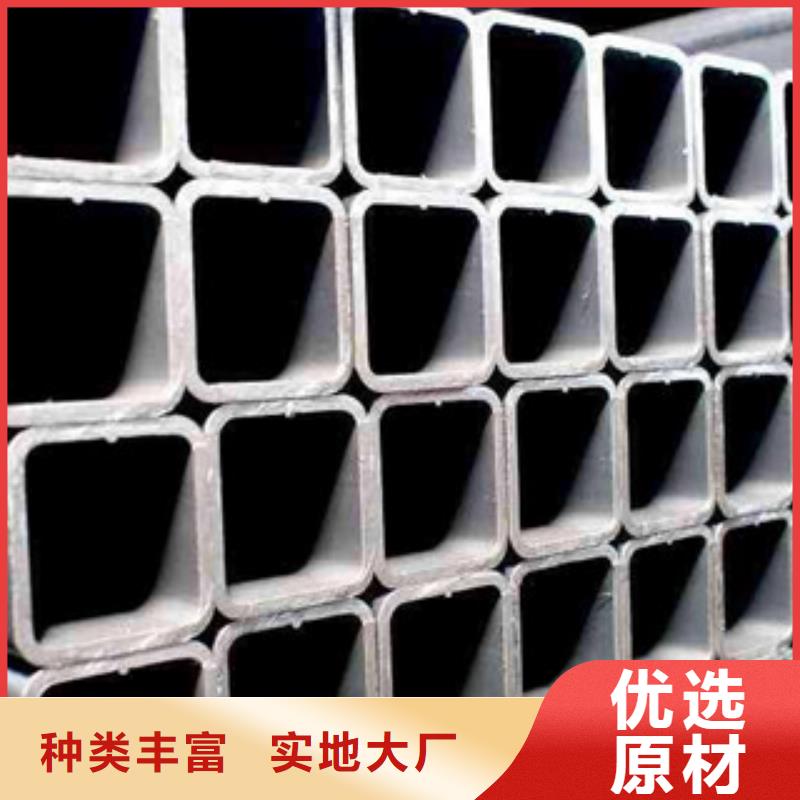
以下是:吉林永吉 热镀锌方矩管高品质诚信厂家的图文介绍
诚信与敬业为立足 内外涂塑钢管厂、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家市场之根本,技术与质量为引导 内外涂塑钢管厂、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家市场之前提,服务与指导为巩固 内外涂塑钢管厂、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家市场之关键,鸿顺管道科技(吉林市永吉县分公司)人以用户利益为己任,服务于社会。


如何从方矩管道中去除石油呢?电化学清洗:它通常用于从阴极中去除油或通过交替阳极和阴极去除油。通过电化学反应从阴极析出的氢或从阳极析出的氧,用于机械搅拌方矩管表面的溶液,促进金属表面的油。同时,溶液不断交换,有利于油渍的皂化反应和乳化。在气泡不断析出的影响下,剩余的油斑从金属表面分离出来。但在从阴极中去除油的过程中,氢经常渗入金属,导致氢脆。为了防止氢脆,通常采用负极和负极交替去除油。
如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。碱清洗:一种基于碱化学作用的清洗方法因其使用简单、价格低廉、易于获得原料而得到广泛应用。由于碱洗工艺依赖于皂化、乳化等功能,不能使用单一的碱来达到上述性能。通常使用多种成分,有时添加表面活性剂等添加剂。皂化程度由碱度决定,高碱度可降低油与溶液的表面张力,使油易于乳化。另外,经过碱洗后,可以去除残留方矩管表面的清洗剂。表面活性剂清洗:表面活性剂具有表面张力低、润湿性好、乳化性好等优点,是一种广泛应用的脱油方法。通过表面活性剂的乳化作用,在油水界面上形成一定强度的界面膜,改变界面状态,使油颗粒分散在水溶液中,形成乳液。或通过表面活性剂的溶解,使不溶于水的油垢在不锈钢方管中溶解于表面活性剂胶束中,从而将油垢转移到水溶液中。
如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。碱清洗:一种基于碱化学作用的清洗方法因其使用简单、价格低廉、易于获得原料而得到广泛应用。由于碱洗工艺依赖于皂化、乳化等功能,不能使用单一的碱来达到上述性能。通常使用多种成分,有时添加表面活性剂等添加剂。皂化程度由碱度决定,高碱度可降低油与溶液的表面张力,使油易于乳化。另外,经过碱洗后,可以去除残留方矩管表面的清洗剂。表面活性剂清洗:表面活性剂具有表面张力低、润湿性好、乳化性好等优点,是一种广泛应用的脱油方法。通过表面活性剂的乳化作用,在油水界面上形成一定强度的界面膜,改变界面状态,使油颗粒分散在水溶液中,形成乳液。或通过表面活性剂的溶解,使不溶于水的油垢在不锈钢方管中溶解于表面活性剂胶束中,从而将油垢转移到水溶液中。



对于普通的无缝不锈钢方管,在应用过程中很多方面都不能满足要求,所以冷拉无缝不锈钢方管可以加强,尺寸精度高,表面光洁度好,所以现在冷拔无缝不锈钢方管的应用越来越广泛。冷拔无缝不锈钢方管冷拔加固原理:钢在塑性变形中晶格缺陷增加,而晶格的缺陷严重变形对晶格进一步滑移将起到作用,使钢屈服点进步,塑性和抗力下降。由于塑性变形引起的内应力,钢的弹性模量减小。冷拔钢筋在室温下存放15-20天,或加热到100-200摄氏度一定时间。这一过程称为冷拔后时效处理。进一步提高了冷拔钢筋的屈服点。冷拉无缝钢管的极限抗拉强度也有所提高,塑性继续下降。由于时效过程内应力的降低,弹性模量基本可以恢复。为了提高屈服强度,节约钢材,在建筑工地或预制构件厂,常采用该原理按一定标准冷拔或冷拔钢筋或低碳钢线材。目前,冷拔无缝不锈钢方管的性能不断加强,广泛应用于机械结构、液压设备等要求较高的高精度领域。


对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进 的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就 要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量 亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。


