
以下是:佳木斯市东风县有现货的钢带增强螺旋波纹管本地厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 颜色 黑 口径 300 材质 HDPE 生产地 河北雄安新区 发货地 全国各地 生产周期 2天 长度 6-12 单位 米 范围 有的钢带增强螺旋波纹管本地供应范围覆盖黑龙江省、佳木斯市、东风县、前进县、郊县、桦南县、桦川县、汤原县、抚远市、同江市、富锦市等区域。 【腾达】以匠心打造多元场景产品,涵盖同江pe给水管精品选购、桦川pe给水管设计合理、抚远pe给水管联系厂家、汤原pe给水管为您提供一站式采购服务等。有现货的钢带增强螺旋波纹管本地厂家,腾达塑胶制品(佳木斯市东风县分公司)专业从事有现货的钢带增强螺旋波纹管本地厂家,联系人:李经理,电话:【17768165506】、【17768165506】,以下是有现货的钢带增强螺旋波纹管本地厂家的详细页面。 黑龙江省,佳木斯市,东风区 东风区,隶属黑龙江省佳木斯市。地处佳木斯市西南部,佳木斯市市区东部,东与桦川县毗邻,南与郊区接壤,西至安庆街与前进区为邻,北抵松花江。辖5个街道、1个镇、1个乡,总面积190.8平方千米。根据第七次人口普查数据,截至2020年11月1日零时,东风区常住人口为121305人。
不要满足于简单的文字描述,点击我们的有现货的钢带增强螺旋波纹管本地厂家产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。以下是:佳木斯东风有现货的钢带增强螺旋波纹管本地厂家的图文介绍
那么波纹管在安装时应注意哪些事项呢。1、波纹管的安装应按照管系施工图及波纹管补偿器安装说明书要求进行。2、安装波纹管的管道必须恰当的加以导向和固定才能使波纹管发挥作用,因此波纹管导向和波纹管固定支架的设置必须严格按设计部门有关技术资料进行。
3、波纹管补偿器用的波纹管是用薄壁不锈钢板成型的,因此在运输、吊装和焊接期间要注意不要敲击、划伤、引弧、焊接飞溅等原因使波纹管损坏。4、波纹管安装前应波纹管及管道内异物,保证波纹管正常运动。5、对有流向要求的波纹管补偿器应按介质流向箭头的要求进行安装。
钢带波纹管的基本性能:适用于生产钢带波纹管的材料必须具有良好的可塑性、高的弹性、抗拉强度和疲劳强度,的弹性性能和良好的焊接性能。奥氏体不锈钢因具有这些性能特点,因此被广泛用于制造钢带波纹管。耐高压:耐压是对阀门及钢带波纹管的基本要求,但随着阀门压力等..钢带波纹管的基本性能:适用于生产钢带波纹管的材料必须具有良好的可塑性、高的弹性、抗拉强度和疲劳强度,的弹性性能和良好的焊接性能。
奥氏体不锈钢因具有这些性能特点,因此被广泛用于制造钢带波纹管。耐高压:耐压是对阀门及钢带波纹管的基本要求,但随着阀门压力等级的升高,钢带波纹管壁厚增加和刚度加大,给阀门开启及钢带波纹管制造都增加了难度。钢带波纹管生产厂家一般不单纯增加壁厚,而是通过增加层数的方法产品耐压力,同时降低了钢带波纹管的轴向刚度,减小阀门开启力。
公称压力15MPa(900lb)以下的奥氏体不锈钢材料钢带波纹管壁厚范围一般为0.1~0.3mm,层数1~6层。该压力等级下的钢带波纹管具有一定通用性,已形成系列产品。当压力达到25MPa以上时,要根据阀门口径和工作温度选择合适的材料,由钢带波纹管生产厂家设计生产。
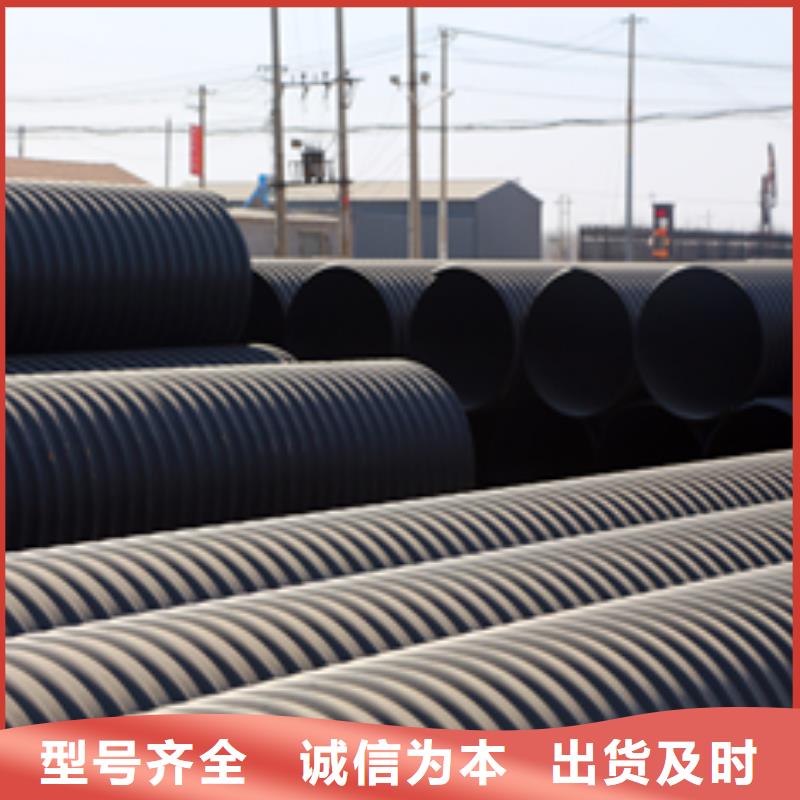
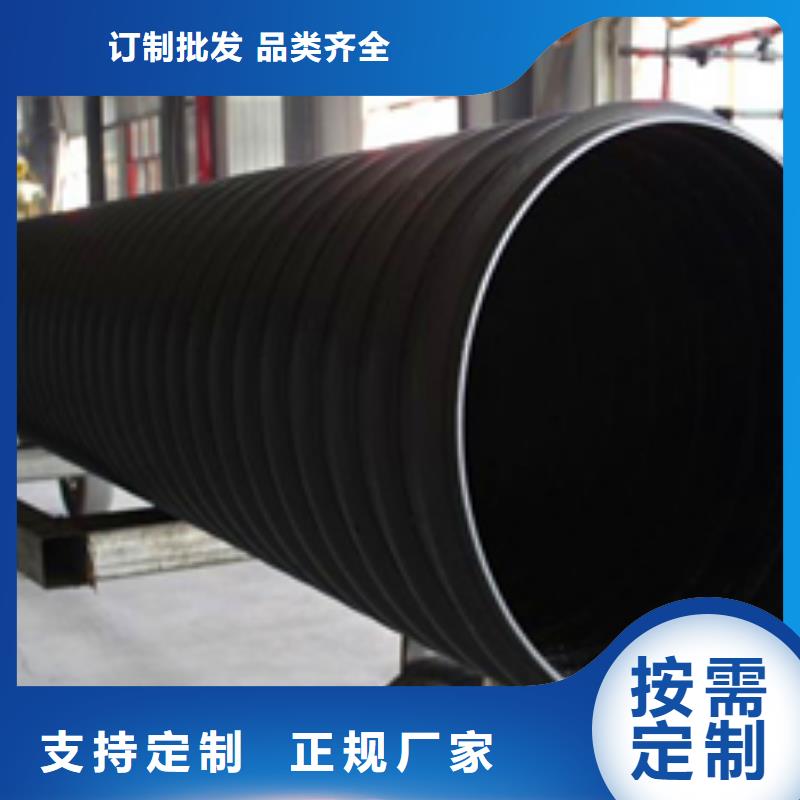
钢带表面进行特殊预处理,以增强钢材的防腐蚀能力以及钢材和塑料的粘合力,剥离强度。在塑料原料充分熔融的状态下缠绕成型,管材的整体结构牢固可靠。由于采用特殊材料和工艺既解决了钢板防腐问题也解决了钢板与PE材料的粘合度,使管道的使用寿命和纯塑料管道一样,保证在50年以上。
克拉管的产品介绍1.HDPE可循环回收使用,属绿色环保型产品缠绕结构壁管的主要原材料高密度聚丙烯,无任何毒性,在生产过程中也无何染物产生,废管道可回收再利用。确属环保型绿色产品2.抗腐蚀、耐老化、使用寿命确保50年高密度聚具有极强的耐化学腐蚀和侵蚀的能力。
该产品在设计过程中,选择合理的产品结构形式,确保塑管的使用寿命在50年以上,并在寿命期内免3.管内壁糙率低,输水量大绕结构壁管产品内壁糙率N约为0.010,因此输送流体时比摩阻小,相对同内径其它客票和,在同等使用条件下输水量较水泥管可大幅度。
因此可用内径较小的缠绕结构壁管替代内径较大的水泥管在应用中,同等条件下使用缠绕结构壁管的工程和可靠性与管材相比都将,综合效益明显,特别是在施工场地狭窄、建筑密集、地下管线复杂和交通繁忙路段以及在酸碱性土壤铺设时,更具优越性双平壁钢塑复合缠绕管使用范围有哪些钢带增强螺旋波纹管的优点有哪些$();。
内肋增强螺旋波纹管的连接方法有哪些管材介绍编辑内肋增强聚螺旋波纹管是目前市场上新研发出来的全塑内肋增强缠绕管。此管材以高密度聚(HDPE)为原料,管材具有大的外表面积,形成管土同抗压。熔接效果好,增强缝的拉伸强度。
内肋结构,有利于环刚度的性。可生产DN200~2000mm各规格管材,管材长度为6米、9米、12米。管点编辑管材缠绕波纹结构合理,有利于扩大与土壤的面以及填入管道波谷内的回填土和管道本身共同承受周边土壤的压力,弄成管同作用。
一,热熔挤出焊接
1.热熔挤压焊接结构:
热熔挤出焊接是一种特殊的热风挤出焊接工具。通过连接两端来加热管道,焊炬挤出熔融的聚乙烯材料,并且将接头两端的聚乙烯材料熔合并集成为一体。连接。挤压焊接基于分子热运动的基本原理,通过挤出炬加热PE电极(使电极从固体到粘性流体)和挤出。同时,配备有焊枪的热风枪加热待焊接的PE管的待焊接表面,并且接头两端的PE材料通过外力相互结合,使得实现了相互扩散和交织,并且管道连接在一起。为了达到焊接的效果。
2.热熔挤压焊接的施工要点:
2.1。在焊接之前,检查待焊接管道的两端是否切割平整(如果端面不平整,则应进行修复)。控制管槽中间焊接表面,将两根焊管调整到同一轴线(尽可能使管道断开);在界面处留下1-3mm的间隙以便于焊接(但 间隙)一般不超过5mm)。如果不满足要求,则应使用工具对工具进行部分修整。修剪工作可以从管道外部或管道内部进行(φ800以上的管道)。焊接区域必须清洁干燥。不得有灰尘或其他杂质;焊接区域的内外表面应打磨,以去除氧化表面。
2.2。用于焊接的焊条一般应由管材生产厂提供。它需要与用于生产管材料的聚乙烯材料或与管材料相容的材料电极相同。横截面要求是圆形的,焊条的厚度是一致的并且符合所选择的焊炬。焊接性能要求。该电极也必须清洁,干燥,无任何污渍。
2.3,必须强调使用良好的挤压焊机和热风安装。焊接过程中的热空气安装必须在焊接管的接缝端预热聚乙烯,以使挤出的熔融聚乙烯与管道成为一体。所有焊接部分必须满,并且必须没有焊缝和断裂。
2.4。对于管径大于800 mm的管道,通常需要进行内部和外部双面焊接。
2.5,根据环境条件设定熔体和热风温度;在熔体上保持一定的焊接压力;有相应的缓慢冷却时间。
总之,所有焊接程序和操作要求应符合管道制造商提供的焊接程序和操作要求。
佳木斯东风腾达塑胶制品有限公司是一家集 pe给水管科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于 pe给水管的研发,现已成为 pe给水管行业可信赖的厂家。
佳木斯东风腾达塑胶制品有限公司自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的 pe给水管产品而取得用户的一致好评, pe给水管产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的产品,好的售后服务,竭诚为中外客商提供。
您是想要在佳木斯市东风县采购高质量的有现货的钢带增强螺旋波纹管本地厂家产品吗?腾达塑胶制品(佳木斯市东风县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的有现货的钢带增强螺旋波纹管本地厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【17768165506】,地址:《昝岗镇工业区》。









